
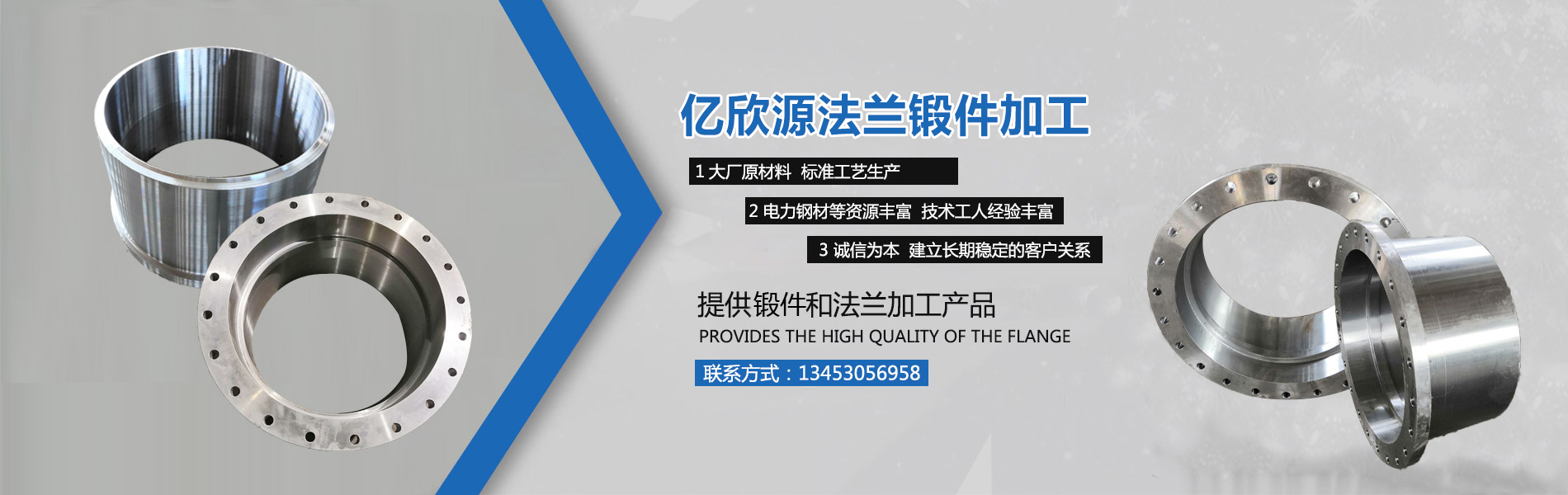


億欣源為您分享:山西鍛件模鍛工步的選擇:
高輪轂深孔鍛件采用的工步為:鐓粗、成形鐓粗、終鍛。為了使坯料在終鍛鍛脖中便于定位,有利于輪轂處充滿,增加了鐓粗成形工步,預先鍛出凹孔,翻轉180°后進行終鍛。
離肋薄壁鍛件采用的工步:鐓粗、預鍛、終鍛。為保證鍛件充滿或避免產生折疊,需改善金屬流動條件采用預鍛工步。對于直徑較大的圈形件,如無預鍛,可能出現折疊。進行預鍛后,改善了成形條件。但在一臺鍛錘上有時布置不開,需要用兩臺鍛錘聯合鍛造。
對于這類鍛件,也可以在其他設備上預先制出環形坯料,再經鍛錘終鍛成形。對于具有窄而高的突肋的鍛件,為了保證鍛件充滿,也要采用預鍛。鍛件的模設工藝,凸起部分置于上模以利充滿,鍛件下部中央增加長圓形的工藝凸臺,使鍛件在下模中得以定位。

億欣源為您分享:山西鍛件加工在工件調質、退火、正火狀況下,硬度低于45HRC,切削加工對工件的品質包含表面光潔度、殘存應力、加工余量、表面脫碳貧碳層得去除等,影響均不明顯,不至于造成鍛件潛伏機能的變更。
對定襄鍛件廠家工件淬硬的鋼或工件加工,又稱為硬態加工,工件硬度高達50~65HRC,材料要緊包含普通淬火鋼、淬火態模具鋼、軸承鋼、軋錕鋼及高速鋼等,切削加工的影響就較明顯,切削加工歷程當中切削熱的產生和傳導、高速沖突和磨損等因素都對已加工表面造成必然程度的毀壞。硬態切削已加工表面的完整性內容要緊包含表層構造形態以及硬度、表面毛糙度、尺寸精度、殘存應力的漫衍和白層的產生。
已加工表面硬度隨切削速度的進步而增加,隨進給量得切削量得增大而低落。并且已加工表面硬度越高,強硬層深度越大。后果表現,硬態切削后工件表面勻稱殘存壓應力,而磨削后工件的大壓應力要緊密集在工件表面。
刀具鈍角半徑越大,殘存壓應力值越大;工件硬度越高,殘存壓應力值越大。工件硬度對工件表面完整性的影響很大,工件硬度值越大,越有利于殘存壓應力的形成。
